
















EC焊接工藝使用
1. 簡介
EC機器人在3.5版本中添加了機器人焊接工藝,僅支持弧焊Z字擺焊,只能通過模擬量控制焊機,現在最新版本3.18中已經加入Sin擺,三角擺,月牙,橢圓。一共可以配置16種焊接工藝。
2. 操作流程
2.1焊接功能開啟
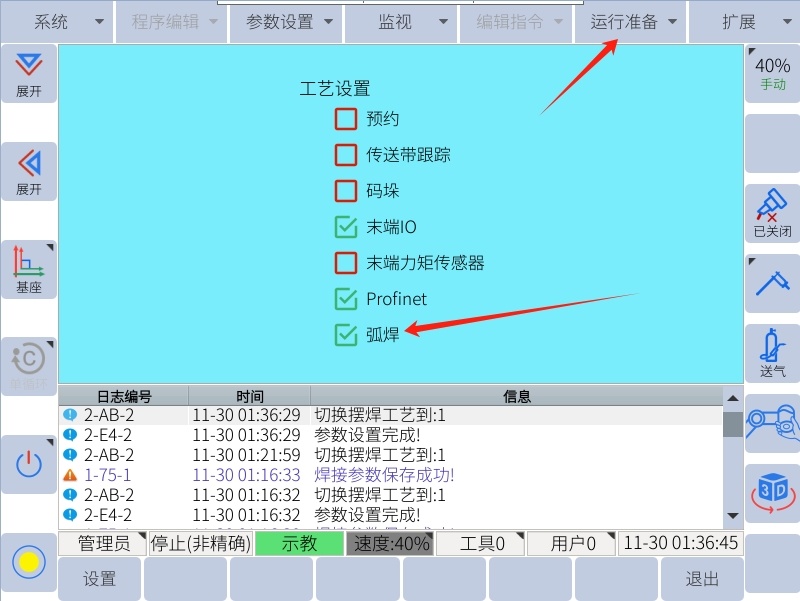
在運行準備里面勾選弧焊,然后重啟機器人即可
2.2 參數配置
2.2.1 焊機配置
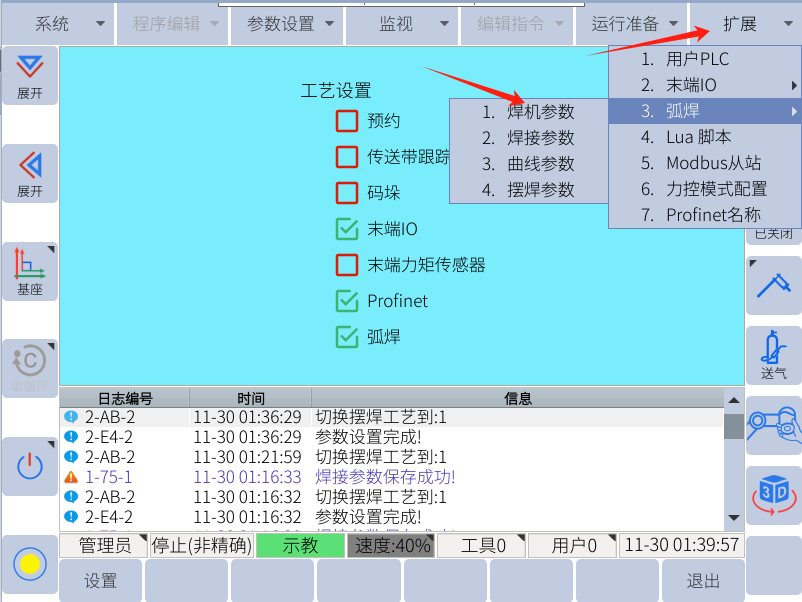
在擴展里面找到弧焊,進入焊機配置
進入焊機參數后可以看到如下設置
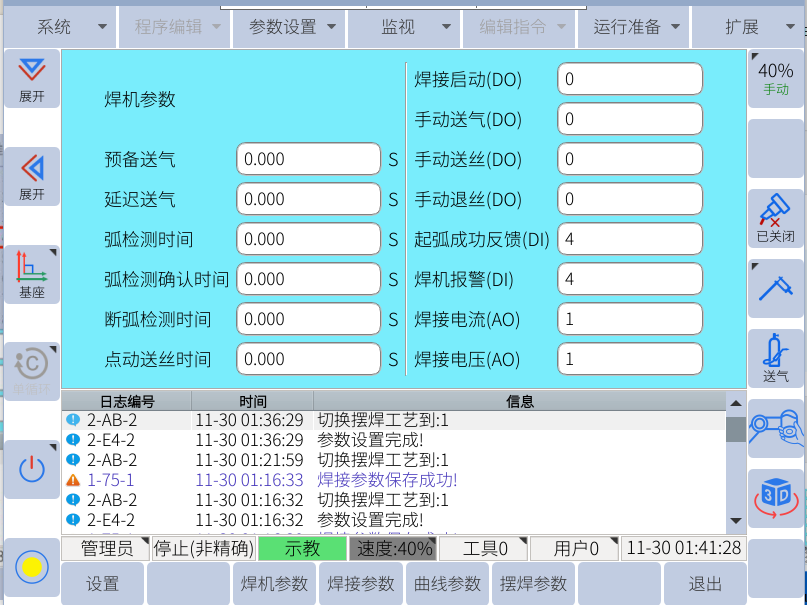
1.預備送氣:在運行焊接指令時先打開送氣,直到達到設定時間后開始起弧。
2.延遲送氣:在焊接結束后,延遲設定時間關氣。
3.弧檢測時間:在焊接功能啟動后,將在設定時間內檢測起弧信號,若檢測到該信號,則代表起弧成功,繼續下一步,若超出時間,則默認起弧失敗。
4.弧檢測確認時間:用于設置系統檢測到起弧成功信號的連續時間,當起弧成功的信號持續時,則認為起弧成功。(該值不能設置過大,剛起弧時,時間必須達到指定時間,才算起弧成功,程序才能向下運行。)
5.弧耗盡檢測時間:用于設置系統檢測到收弧信號,當系統在此時間內連續檢測不到收弧信號,則表示熄弧成功。
2.2.2 焊接參數
這個可根據現場的工件按照最終實際效果設置
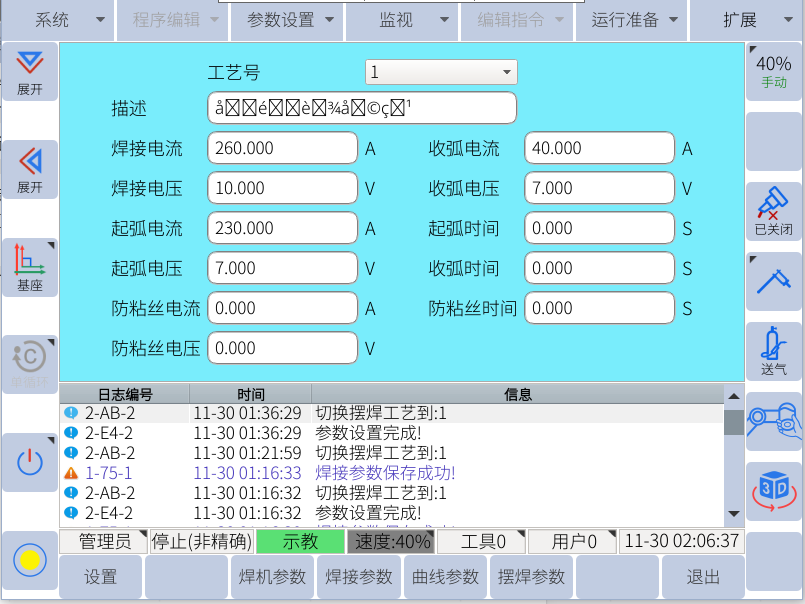
焊接參數可以設置8個工藝號,可針對不同的焊接位置選擇不同的工藝號。
1.焊接電流(電壓):正常焊接時設置的電流和電壓值
2.起弧電流(電壓):一般設置要大于正常焊接的電流電壓值,電流大較容易起弧
3.防粘絲電流(電壓):只有當在收弧點有焊絲粘連的情況下才需設置防粘絲電流和防粘絲電壓,通常情況下,電流值為0,電壓值比焊接時的值大。
4.收弧電流(電壓):只有當收弧不飽滿時才需設置這兩個選項,通常情況下,收弧電流和收弧電壓值比焊接時的值小。
5.起弧時間和收弧時間:用于設置起弧時電流和電壓的保持時間。若這兩個時間設置地過大,則會致使焊接的起始位置和結束位置處出現堆焊的情況,若時間設置地過小,則會致使焊接的起始位置和結束位置處出現焊坑的情況,可根據實際情況進行調整。
6.防粘絲時間:用于設置防粘絲電壓和電流的保持時間。
2.2.3 曲線參數
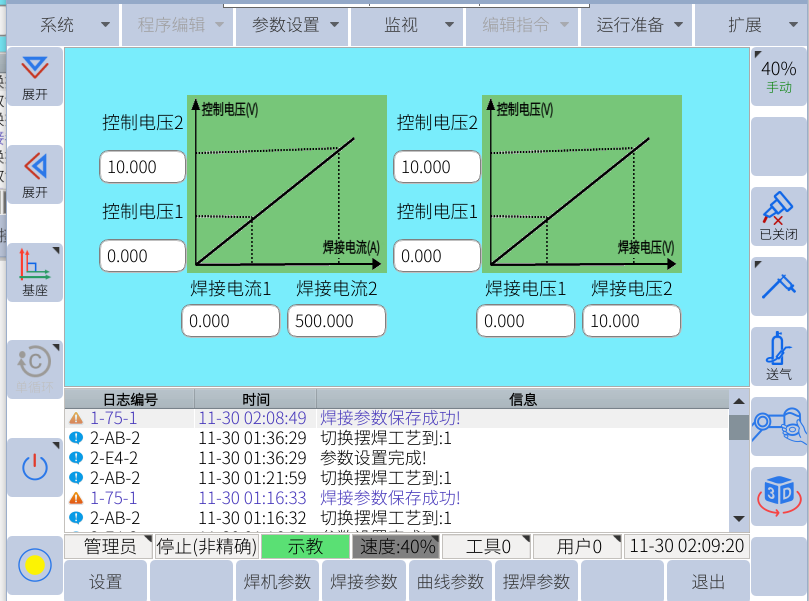
機器人模擬量端口是電壓型(-10V~10V),機器人通過模擬量來控制焊機的電流電壓,該控制電壓和焊接電流電壓會存在一個線性關系,可手動在模擬量輸入值,然后查看下焊機實際值,分別輸入控制電壓和焊接電流。兩組數據即可確定該線性關系。
注:曲線參數設置會直接影響焊接參數里的電流電壓范圍,即焊接電流范圍:焊接電流1~焊接電流2
焊接電壓范圍:焊接電壓1~焊接電壓2
2.2.4擺焊設置

類型:目前擺焊的類型,支持Sin擺,三角擺,月牙擺,橢圓功能
振幅:擺焊的最高點與最低點之間的距離
頻率:將Sin焊接從最高點至最低點,再由最低點返回至最高點稱之為一個擺動周期,
頻率表示1s內Sin焊接的周期個數(0-20Hz),例如:頻率為4Hz表示機器人在1s內要做4個周期的Sin焊接動作。
停止時間:停止點1表示Sin擺焊接的最高點,停止點2表示Sin擺焊接的最低點
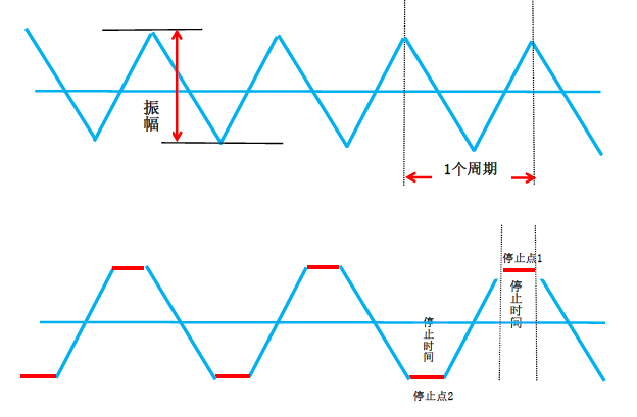
注:停止時間不是真實的時間
如果頻率設置5HZ,表示機器人1S要做5個周期的Z字形擺動,這個會根據速度百分比等比例調節,并不會因為速度百分比變化導致軌跡產生變化。將停止點1設置為1s,那機器人將在停止點1直線運動5個周期,再進行擺動。
2.3仿真便捷操作
屏幕右側有便捷操作圖標
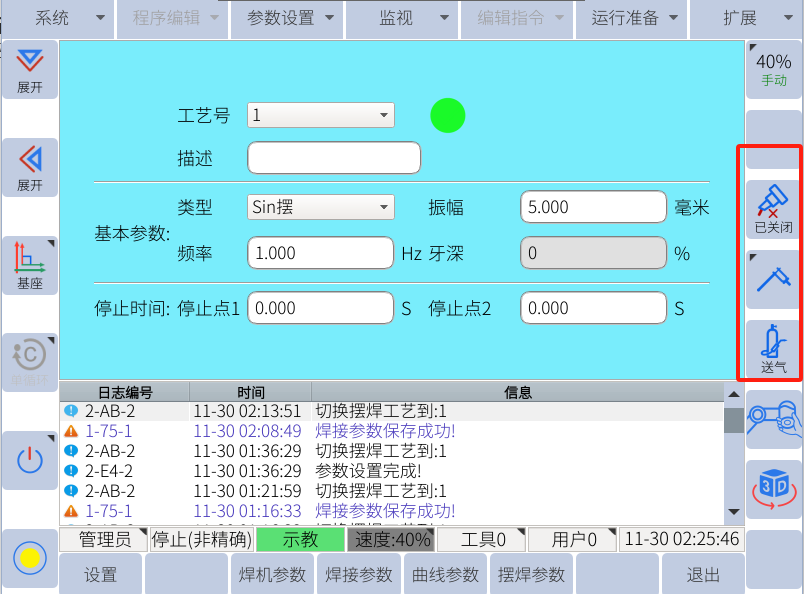
直到這個時候,焊接配置已經完成,這個時候可以點擊左側圖標觀察能否手動出絲,送氣。

當出現“已關閉”時,表示JBI中的焊接語句均不生效。只能演示出實際的焊接路徑,不能進行焊接。
該按鍵用于控制送絲機的正反轉,以控制進絲和退絲的動作。

該按鍵用于手動控制送絲機送氣,以達到控制檢測氣源的目的。
2.4 程序指令
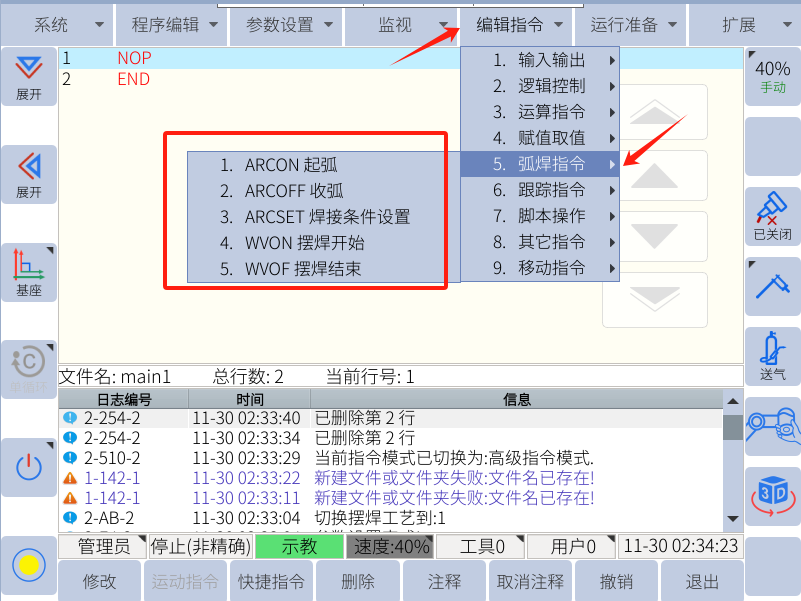
1.ARCON起弧:調用指定工藝號焊接參數中起弧的電流電壓等參數。
2. ARCOFF收弧:調用指定工藝號焊接參數中收弧的電流電壓等參數。
3. ARCSET焊接條件設置:可直接更改焊接的電流電壓。
4. WVON擺焊開始:表示弧焊開始,Z字型擺焊的路徑由指定工藝號參數中的頻率和振幅決定。
5. WVOF擺焊結束:表示擺焊結束。
注: ARCSET只能在焊接過程中使用,不能在起弧指令前使用。
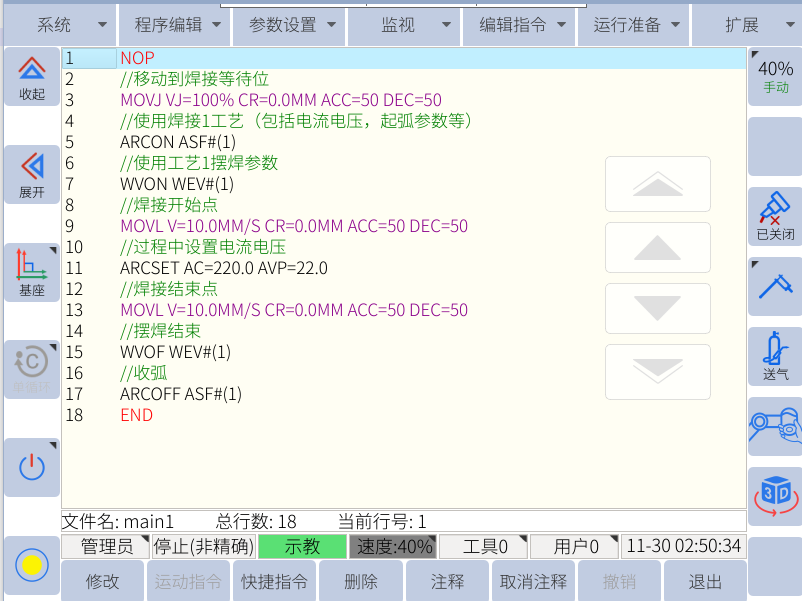
2.5 程序實例
3. 常見問題解答
3.1機器人只走軌跡不焊接
答:檢查示教器右側是否有開啟焊接仿真功能
3.2 焊接開始就報起弧失敗報警
答:檢查是否有接入起弧反饋信號
3.3 機器人無法控制焊接電流電壓
答:可以用萬用表測量機器人模擬量輸出端口,是否正常


























